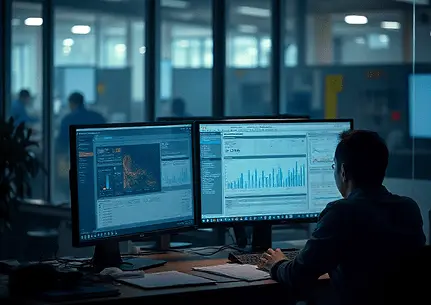
Walk onto almost any factory floor in Singapore today, and you’ll notice something: the machines are smarter, but the paperwork often isn’t.
Operators still jot down production counts on clipboards. Supervisors chase quality reports over WhatsApp. Managers wait until the end of the shift to find out whether targets were hit.
This is exactly the gap a Manufacturing Execution System is built to close.
A Manufacturing Execution System, or MES, sits between your factory floor and your business systems. It captures what’s actually happening on the production line in real time and turns that data into decisions you can act on immediately, not a day later.
For manufacturers in Singapore, where labour costs are high, factory space is limited, and customers expect faster turnaround than ever, this real-time visibility isn’t a luxury anymore. It’s becoming the baseline for staying competitive.
In this guide, we’ll break down what a Manufacturing Execution System actually does, how it works alongside your ERP, and why more manufacturers across Singapore are treating MES as a core part of their Industry 4.0 roadmap. We’ll also look at how Matiyas Solutions helps local manufacturers connect MES with Manufacturing ERP Software to build a genuinely smart factory, not just a digitised one.
What is a Manufacturing Execution System?
A Manufacturing Execution System is software that manages and monitors work-in-progress on the factory floor, in real time.
Think of it as the layer that sits directly on top of your machines and operators. It tracks what’s being produced, by whom, on which machine, at what speed, and whether it meets quality standards all while production is happening, not after.
MES software typically covers:
- Production scheduling and dispatching
- Real-time data collection from machines and operators
- Quality checks and defect tracking
- Equipment status and downtime tracking
- Material and batch traceability
- Performance reporting, including OEE (Overall Equipment Effectiveness)
The international standard that defines where MES fits in a manufacturing organisation is ISA-95, which separates the shop floor (Level 1–2), the execution layer (Level 3, where MES lives), and the business planning layer (Level 4, where ERP lives).
That distinction matters. A lot of confusion around MES comes from mixing it up with ERP. We’ll clear that up shortly.
For now, the simplest way to think about it: ERP tells you what should happen. MES tells you what is actually happening.
Why Manufacturers in Singapore Need MES
Singapore’s manufacturing sector faces a specific set of pressures that make MES particularly relevant right now.
- Labour is expensive and scarce. Singapore has one of the tightest labour markets in the region for manufacturing. Factories can’t simply add more supervisors to manually track production. MES automates that tracking instead.
- Precision industries dominate. Electronics, semiconductors, aerospace components, and precision engineering make up a large share of Singapore’s manufacturing output. These sectors demand tight quality control and full traceability exactly what MES is designed to deliver.
- Factory space is limited. With land at a premium, Singapore manufacturers can’t scale by simply building bigger. They scale by running existing lines more efficiently. Production monitoring through MES helps identify where capacity is being wasted.
- Government push toward Industry 4.0. Singapore’s Manufacturing 2030 vision and various EDB-backed digitalisation initiatives actively encourage local manufacturers to adopt smart factory technologies. MES is one of the clearest entry points into this transformation.
- Customers expect speed and transparency. Whether it’s a contract manufacturer serving global electronics brands or an F&B producer supplying regional retailers, buyers increasingly want visibility into production status and quality records, something spreadsheets simply can’t provide reliably.
If you’re evaluating manufacturing software in Singapore, MES is usually the missing piece between having a good ERP and having a genuinely connected factory.
How Manufacturing Execution System Works
Here’s a simplified walkthrough of how a Manufacturing Execution System operates on a typical production line.
Step 1: Work orders arrive from ERP The ERP system releases a production order, say, 5,000 units of a component with target quantities, due dates, and bill of materials.
Step 2: MES schedules and dispatches the job MES breaks that order down into specific tasks, assigns them to machines and operators, and sequences the work based on real shop floor conditions not just the plan on paper.
Step 3: Machines and operators report data in real time As production runs, MES collects data automatically from machine sensors (via IoT connections) or manually from operator terminals things like cycle time, units produced, scrap, and downtime reasons.
Step 4: Quality checks happen inline If a batch fails a quality check, MES can flag it immediately, halt the process if needed, and log the defect rather than discovering the problem after the entire batch is complete.
Step 5: Real-time dashboards update automatically Supervisors see live status: which machines are running, which are down, and whether the shift is on pace to hit its target.
Step 6: Data flows back to ERP Completed quantities, material consumption, and labour hours flow back into the ERP for costing, inventory updates, and financial reporting.
This closed loop plan, execute, monitor, feed back is what makes real-time manufacturing possible. Without MES, this loop typically has a lag of hours or even a full shift, because someone has to manually enter data after the fact.
MES vs ERP: What's the Difference?
This is one of the most common questions manufacturers ask, so let’s be direct about it.
| Aspect | ERP | MES |
|---|
| Focus | Business planning | Shop floor execution |
| Time Horizon | Days, weeks, months | Seconds, minutes, hours |
| Data Source | Entered manually or from other systems | Captured live from machines/operators |
| Primary Users | Finance, procurement, planning teams | Production supervisors, operators, quality teams |
| Example Decision | How much raw material to order next month | Whether to stop Line 3 right now due to a defect |
ERP answers: What are we planning to make, and what will it cost?
MES answers: What is happening on the floor right now, and is it on track?
Neither replaces the other. A factory running ERP without MES is planning well but flying blind on execution. A factory running MES without ERP has great shop floor visibility but no connection to procurement, finance, or overall business planning.
That’s why the real value shows up when the two are connected which brings us to the next section.
MES vs Manufacturing ERP
It’s worth separating generic ERP from Manufacturing ERP specifically, because the comparison changes slightly.
A generic ERP (built primarily for accounting or trading businesses) often has weak or bolted-on production modules. Pairing it with MES creates integration headaches, because the two systems weren’t designed to talk to each other closely.
A purpose-built Manufacturing ERP, on the other hand, is designed from the ground up with production, planning, and inventory logic baked in. When MES is layered on top of a true Manufacturing ERP, data flows far more naturally between planning and execution.
This is the model Matiyas Solutions follows. Rather than treating MES as a disconnected add-on, our approach integrates shop floor execution directly with Manufacturing ERP Software so that production planning, inventory management, and shop floor data all live within one coherent system rather than three disconnected tools stitched together with spreadsheets.
For manufacturers, this distinction usually matters more than the MES vs ERP debate itself.
Benefits of MES
The benefits of MES tend to show up in three areas: visibility, efficiency, and quality.
Real-time visibility You know what’s happening on every line, right now not at the end of the day.
Higher OEE By tracking availability, performance, and quality continuously, manufacturers typically identify and close efficiency gaps that were previously invisible.
Reduced paperwork and manual errors Digital data capture removes the need for handwritten logs and manual spreadsheet reconciliation.
Faster root-cause analysis When a defect occurs, MES lets you trace it back to the exact machine, operator, shift, and material batch involved.
Better on-time delivery Because scheduling reflects real shop floor conditions rather than a static plan, production commitments become more reliable.
Stronger compliance and traceability Especially critical for electronics, medical devices, and food manufacturing, where traceability and quality management are regulatory requirements, not nice-to-haves.
Lower inventory holding costs Real-time consumption data feeds back into inventory planning, reducing overstocking and last-minute shortages.
Key Features of MES Software
When evaluating MES software, look for these core capabilities:
- Production scheduling and dispatching: Assigns and sequences work based on real capacity
- Real-time data collection: From machines (IoT sensors), PLCs, or manual terminals
- OEE tracking: Availability, performance, and quality metrics in one view
- Quality management: Inline checks, defect logging, non-conformance workflows
- Traceability: Full genealogy from raw material to finished goods
- Downtime and maintenance tracking: Root causes, mean time to repair, alerts
- Shop floor management dashboards: Live status visible to supervisors and management
- Labour tracking: Operator performance and shift-level productivity
- Integration with ERP: So execution data connects to planning, costing, and inventory
- Reporting and analytics: Historical trends, not just live snapshots
A good MES doesn’t just collect data, it presents it in a way that a production manager can act on within seconds, not after digging through spreadsheets.
Industries Using MES
MES adoption isn’t limited to one type of factory. In Singapore specifically, it’s common across:
- Electronics and semiconductors: Where precision, yield, and traceability are non-negotiable
- Precision engineering and machining: For tight tolerances and equipment monitoring
- Aerospace components: Where full traceability is often a contractual requirement
- Pharmaceuticals and medical devices: For batch records and regulatory compliance
- Food and beverage manufacturing: For quality control and shelf-life traceability
- Chemicals and process manufacturing: For batch tracking and safety monitoring
- Metal fabrication and general engineering: For shop floor scheduling and OEE improvement
Regardless of industry, the common thread is the same: any manufacturer trying to reduce waste, improve quality, or respond faster to customer demand benefits from execution-level visibility.
MES Implementation Process
Implementing MES is a project, not a plug-and-play install. Here’s a realistic outline of how it typically unfolds:
- Assessment and goal-setting: Identify what problem you’re actually solving: is it downtime, quality, scheduling, or traceability? This shapes everything downstream.
- Process mapping: Document current shop floor workflows before automating them. Automating a broken process just makes it faster to fail.
- System selection: Choose MES software that fits your industry, factory size, and critically integrates well with your existing or planned Manufacturing ERP.
- Infrastructure readiness: Assess connectivity, sensors, and machine data availability. Some equipment may need IoT retrofitting to communicate with MES.
- Pilot rollout: Start with one line or one product family rather than the entire factory. This limits risk and builds internal confidence.
- Integration with ERP and other systems: Connect MES to ERP so production, inventory, and costing data flow both ways automatically.
- Training and change management: Operators and supervisors need to trust and understand the new system; this is often the make-or-break step.
- Full rollout and continuous improvement: Expand across lines, then use the data MES generates to keep refining processes.
Common Challenges
MES projects can stumble for predictable reasons:
- Legacy machines with no digital interface: Older equipment may lack sensors or connectivity, requiring retrofits
- Resistance from shop floor staff: Operators used to manual processes may see MES as surveillance rather than support
- Poor integration with ERP: If MES and ERP don’t talk to each other properly, you end up with two disconnected data silos instead of one
- Overly ambitious scope: Trying to digitise everything at once, rather than starting with a focused pilot
- Underestimating data governance: Without clear ownership of data quality, dashboards quickly become unreliable
- Lack of clear KPIs: Implementing MES without agreeing what success looks like beforehand
Most of these aren’t technology problems. They’re planning and change-management problems, which is why the right implementation partner matters as much as the software itself.
Best Practices
A few practices consistently separate successful MES rollouts from stalled ones:
- Start with a clear, measurable goal e.g., reduce unplanned downtime by 20%, not “digitise the factory”
- Pilot before scaling prove value on one line before expanding
- Involve operators early they’ll spot practical issues management won’t see
- Prioritise ERP integration from day one don’t treat it as a later phase
- Choose scalable software your factory’s needs in three years won’t match today’s
- Keep dashboards simple a cluttered dashboard gets ignored; a focused one gets used
- Review data regularly, not just during audits MES only pays off if the insights actually change decisions
Future of MES in Singapore
Singapore’s manufacturing sector is moving deliberately toward smart, connected production, and MES sits right at the centre of that shift.
AI-driven predictive insights: MES platforms are increasingly layering AI on top of real-time data to predict equipment failures before they happen, rather than just reporting downtime after the fact.
Deeper IoT integration: More factories are connecting sensors directly to machines rather than relying on manual data entry, making factory automation more accurate and less labour-intensive.
Cloud-based MES: Cloud deployment is lowering the barrier to entry for SMEs that previously found MES too costly or complex to run on-premise.
Convergence with ERP into unified platforms: Rather than running MES and ERP as separate systems bridged by custom integrations, more manufacturers are adopting platforms where execution and planning are natively connected.
Sustainability tracking: Energy consumption and emissions monitoring are increasingly built into MES dashboards, supporting Singapore’s broader sustainability commitments.
Workforce upskilling: As MES and automation expand, demand is growing for workers who can interpret data and manage digital systems, a shift already reflected in Singapore’s SkillsFuture and manufacturing training initiatives.
For manufacturers exploring ERP Solutions in Singapore as part of this transformation, MES adoption is quickly becoming less of a differentiator and more of a baseline expectation.
How Matiyas Manufacturing ERP Integrates with MES
At Matiyas Solutions, we don’t position MES as a bolted-on extra. Our Manufacturing ERP is architected so that shop floor execution data and business planning data live within a connected environment, not two separate silos held together by manual exports and re-entry.
Here’s what that looks like in practice:
Unified production data: Work orders created in ERP flow directly into shop floor scheduling, and completed quantities flow straight back no double entry, no lag.
Real-time inventory accuracy: As materials are consumed on the floor, inventory management in ERP updates automatically, instead of waiting for a shift-end manual update.
Connected quality management: Quality checks and non-conformance data captured at the machine level feed directly into ERP-level reporting and supplier quality tracking.
Live OEE and production dashboards: Production managers and CEOs get the same real-time picture of reconciling separate reports from separate systems.
Scalable for SMEs and enterprise manufacturers alike: Whether you’re a mid-sized precision engineering firm or a larger electronics manufacturer, the same integrated foundation scales with you.
This integrated approach is precisely why manufacturers exploring manufacturing ERP Singapore options tend to find more long-term value in a connected MES-ERP platform than in stitching together separate best-of-breed tools.
Why Choose Matiyas Solutions in Singapore
Choosing an MES and ERP partner isn’t just a software decision, it’s a long-term operational commitment. A few reasons Singapore manufacturers work with Matiyas Solutions:
- Deep manufacturing domain expertise not a generic ERP vendor retrofitting production features
- Local presence and understanding of Singapore’s manufacturing landscape, from precision engineering to electronics and F&B
- Proven implementation methodology structured rollouts that avoid the common pitfalls outlined earlier in this guide
- Integrated MES-ERP architecture reducing the integration risk that derails many standalone MES projects
- Support for SMEs through enterprise manufacturers scalable licensing and deployment options
- Ongoing support post-go-live implementation is the start of the relationship, not the end of it
If your factory is currently running on spreadsheets, disconnected systems, or a generic ERP that wasn’t built for production, this is usually the point where a proper Manufacturing ERP Software conversation becomes worthwhile.
Conclusion
A Manufacturing Execution System isn’t about adding more software for its own sake. It’s about closing the gap between what your plan says should happen and what’s actually happening on your factory floor in real time, not after the fact.
For manufacturers in Singapore, where labour is tight, space is limited, and customers expect speed and transparency, that gap is exactly where competitive advantage is won or lost.
MES on its own helps. MES connected properly to a purpose-built Manufacturing ERP helps far more because planning, execution, quality, and inventory finally speak the same language.
If you’re evaluating how MES fits into your factory’s digital transformation roadmap, it’s worth a conversation before committing to any specific platform.
Ready to connect your shop floor to your business systems?
Matiyas Solutions helps manufacturers across Singapore implement Manufacturing Execution Systems fully integrated with Manufacturing ERP Software built for real shop floors, not just spreadsheets.
👉 Talk to our manufacturing ERP specialists today and find out how MES can fit into your factory’s Industry 4.0 roadmap.
Frequently Asked Questions












 "I am quite happy with the ERP solution provided by Matiyas. Before we implemented their system, our organization was struggling with inefficient processes and fragmented data. Their customized ERP solution not only streamlined our workflows but also provided real-time insights into our operations. The customer support from Matiya's Team has been exceptional throughout the journey."
"I am quite happy with the ERP solution provided by Matiyas. Before we implemented their system, our organization was struggling with inefficient processes and fragmented data. Their customized ERP solution not only streamlined our workflows but also provided real-time insights into our operations. The customer support from Matiya's Team has been exceptional throughout the journey."
 "Matiyas offered us a functionally strong and automated solution to address the end-to-end needs of our business operation. This solutions will be able to scale and grow our business and it will surely reduce manual interventions."
"Matiyas offered us a functionally strong and automated solution to address the end-to-end needs of our business operation. This solutions will be able to scale and grow our business and it will surely reduce manual interventions."
 "I wanted to thank you Matiyas team to set-up the ERP system based on our business process. The assistance was invaluable in helping my company get as we requested. We sincerely appreciate your efforts and thanks again Matiyas team to provide us a best solution with the erp system."
"I wanted to thank you Matiyas team to set-up the ERP system based on our business process. The assistance was invaluable in helping my company get as we requested. We sincerely appreciate your efforts and thanks again Matiyas team to provide us a best solution with the erp system."
 "The implementation of the Matiyas ERP solution has revolutionized our workflow. The automation of previously manual processes has not only saved us time but also significantly reduced errors. It’s like having an extra set of hands on our team, streamlining operations and boosting productivity"
"The implementation of the Matiyas ERP solution has revolutionized our workflow. The automation of previously manual processes has not only saved us time but also significantly reduced errors. It’s like having an extra set of hands on our team, streamlining operations and boosting productivity"



 "Our company is very new to ERP, we tried to implement ERP by ourselves, however along the way we found struggles as we are very new. We are lucky HasanAli from Matiyas helped us in many ways, from a simple question to very complex developments and deployments. Rates are reasonable too! We are happy that Matiyas is there to help us."
"Our company is very new to ERP, we tried to implement ERP by ourselves, however along the way we found struggles as we are very new. We are lucky HasanAli from Matiyas helped us in many ways, from a simple question to very complex developments and deployments. Rates are reasonable too! We are happy that Matiyas is there to help us."
 "The folks at Matiyas Software are the best. They're skilled, work quickly and professionally, and were able to tailor ERP to our exact specifications. Would use them again."
"The folks at Matiyas Software are the best. They're skilled, work quickly and professionally, and were able to tailor ERP to our exact specifications. Would use them again."
 "Very knowledgeable and prompt and professional. I highly recommend Matiyas for any ERP customizations."
"Very knowledgeable and prompt and professional. I highly recommend Matiyas for any ERP customizations."